

2020年8月,24辆大型平板卡车,缓缓驶入特斯拉(TSLA.US)位于加州的弗里蒙特工厂,工人们有条不紊的将包装木箱拆下,撕开幕布,巨大的缸体零件展露在空旷的工厂之中。这是特斯拉第一台大型压铸设备的安装现场。
随后的几个月时间里,同样的大型压铸机,陆续在上海、得州、柏林开始安装。
特斯拉正在其4大超级工厂密集布局一体式压铸设备的安装调试。
2021年5月,特斯拉Model Y前车身、后车身的一体式压铸零件在网络上曝光,这标志着特斯拉以大型单体铸造零件拼装整车的设计思路正式落地实现!
特斯拉,用一体式压铸技术挑战传统冲压、焊接工艺的大幕正式拉开。一场针对汽车制造革命的战斗已经打响!
1.平地惊雷:特斯拉确定采用一体压铸技术!
美东时间2020年9月22日,马斯克在特斯拉电池日发布会上介绍:
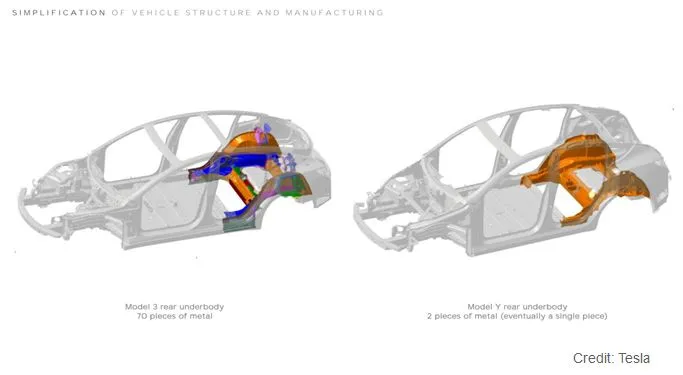
特斯拉Model Y 将采用一体式压铸后地板总成,可将下车体总成重量降低30%,制造成本因此下降40%。
并且,特斯拉下一步计划将应用2-3个大型压铸件替换由370个零件组成的整个下车体总成,重量将进一步降低10%,对应续航里程可增加14%。
以普通电动车电池容量80kWh为例,若采用一体压铸车身减重并保持续航里程不变,则电池容量可减少约10kWh。以目前磷酸铁锂电池pack成本600元/kWh计算,则单车成本可降低6000元。按照年产10万台计算,一年可降本6亿元!
全球汽车制造业随之震动!
一方面,是来自于制造业的惶恐。因为一体式压铸工艺一旦成功应用,意味着以冲压、焊装为主导的整车制造工艺模式将被彻底颠覆。
传统车身的制造工艺,按照冲压-焊装-涂装-总装的流程开展。
主机厂的冲压车间主要负责生产高质量要求的大型外覆盖件(侧围、发动机盖、翼子板、门外板等)。内部的结构件由分布在全国的供应商负责制造,主机厂采购。
焊装车间在接收到冲压车间的覆盖件和供应商的结构件、分总成后,将之组装连接在一起,形成汽车的白车身总成(BIW)。这里的连接,包括焊接、铆接(钢铝搭接处使用)、涂胶(密封胶负责密封、结构胶负责粘接)等方式。
涂装车间负责对焊接完成后的BIW进行防腐和喷漆处理,总装车间负责将电气、内外饰、动力总成等零部件组装到涂装后的BIW之上。
而采用了一体式压铸后地板总成的Model Y,由于所有零件一次压铸成型,零件数量比Model3减少79个,焊点大约由700-800个减少到50个,由于应用了新的合金材料,特斯拉一体压铸的后地板总成不需要再进行热处理,制造时间由传统工艺的1-2小时缩减至 3-5分钟,并且能够在厂内直接供货。
这意味着,从供应商的审查、冲压零件的采购定点、冲压模具的制造、冲压设备的使用,到焊接夹具的制造、焊枪的使用、检具的开发、零部件的物流运输,所有传统冲焊的供应链环节,全部被取消!
另一方面,则是来自于制造业对于大型一体式压铸零件质量的质疑。
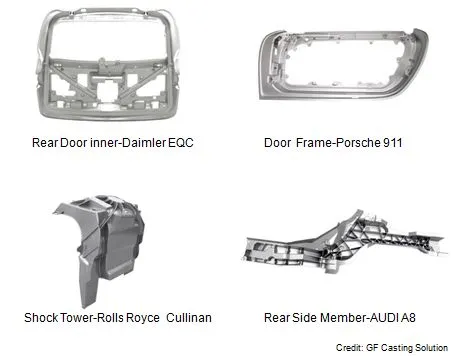
以整车企业对于压铸零件的应用水平,目前量产的常规单体压铸结构零件,是来自于奥迪等铝合金车身经常采用的压铸后纵梁、压铸减震塔、尾门内板以及门框加强板等零件,这种零件形状规则,结构紧凑,型面变化小,料厚相对均匀,因而易于压铸。
而特斯拉的一体压铸零件包含了整车左右侧的后轮罩内板、后纵梁、地板连接板、梁内加强板等零件,型面、截面的变化以及料厚的变化都更加剧烈。
在结构上,零件越复杂,型面和截面的变化越剧烈,对于结构参数(拔模角、插破角、排气孔、出模方式、收缩方向等)的要求越高;
在工艺上,尺寸越大,料厚越厚的铸件对于工艺参数(液态金属充填型腔速度、流态、压射比压、压射速度等)的控制越严格;
在设备上,为满足苛刻的工艺要求,需要设备具有更精准的伺服控制系统、阈值更高的设备参数(注射压力、锁模力等),以及更强抵抗冲击变形能力的模具等等。
变量越多,对于零件的质量精度影响也就越大。特斯拉一体式压铸零件的服役能力,被打上了一个巨大的问号!
2.回溯起因:特斯拉为什么选择一体压铸?
一体压铸,实际上是特斯拉的必然选择,这在其公司愿景中可窥一斑。
特斯拉在成立以来,所有的产品和公司规划,都在按照“通过日益平价的电动汽车以及可再生能源的生产和存储,推动世界向可持续能源转型”的愿景开展。而马斯克提出的“超级工厂”,最重要的内涵就是之一“超级节俭”,从Space X龙飞船实现7次回收一级火箭助推器的举动,可见马斯克对于“节俭”的追求。
一体压铸技术相比于传统的车身工艺,具有高效、简单、易回收的特点,与特斯拉应用可持续能源的愿景十分切合。下面,就让我们来详细说明。
传统的车身制造路线,采用先单件冲压,再焊接成车身总成的工艺方法。一辆车由大约500个不同形状、不同材料的零件焊接而成。每一个零件都有误差,每一个零件的误差波动都会对最终的车身精度造成影响。
因此,在传统车身行业,减小白车身的累计误差,一直是一项艰巨而重要的工作。整车正式量产前,一般都会经过三轮、6个月的匹配调试,耗资上千万,严格排查并固化这500个零件的制造状态(材料、工装设备、工艺、产品合格率、包装、运输等),才能保证最终的车身质量满足装配要求。
另外,由于每一个零件的种类(钢、铝)、牌号、金属元素的含量都不一样,报废后的整车白车身只能作为炼钢炼铝的原材料,而无法直接整体回炉,并制造新的产品。
此时,一体式压铸铝合金零件的优势就体现出来了。
一体式压铸,一次成型,没有先冲压后焊接的复杂过程。制造过程极简。只有一个零件,不需要开发过多的工装设备,也没有了大量零件连接带来的误差累计。制造精度可控。不需要再排查每个零件的制造状态,传统车身匹配调试所需要消耗的时间和金钱,在一体式压铸这里,全部被节省下来。维护成本极低。
同时,一体式压铸只有一种材料,回收时可以将废料融化,直接制造其他产品。材料的回收利用率极高。
一体式压铸技术如果能成功应用,特斯拉不仅可以缩短复杂的车身制造过程,而且能够大大降低车身的制造成本,从而使产品具有更大的市场竞争力。
但其实,一体式压铸技术,并不具备特斯拉期望的量产条件。这是因为:
1、当时的压铸市场,最大5000吨级的压铸机锁模力,完全无法满足特斯拉制造一体式大型零件的需求。
2、传统车身冲压-焊装的工艺路线十分成熟,已经融入整车开发流程的每一个环节,全球车企的从业人员,都依照这一流程开发汽车。刚成立的特斯拉,并不具备切换新工艺的人才储备和开发体系。
特斯拉Model S、Model X 先后问世,虽然采用了全铝车身,但是仍然按照传统的冲压-焊接工艺路线进行整车开发。特斯拉,仍在等待转变的契机。
2016年4月1日,特斯拉为愿景更进一步,在美国发布首款平民车型——Model 3,新车型一经发布,20天狂扫订单40万辆。
2017年4月,特斯拉表示,将在2017年7月实现Model 3的量产,并于2017年9月份达到“规模性量产”的级别。
然而到了2017年7月,特斯拉只交付了首批30台Model 3车型,并计划在2018年下半年在欧洲交付该车型。
2017年10月2日,特斯拉发布消息,第三季度将只能交付260台Model 3,而不是原计划的1500台。该公司声称,部分总装生产线需要比预期更长的调试时间。
马斯克曾解释说:“Model 3的车身工艺过于复杂,严重影响了车辆自动化生产的效率”。但这个解释异常苍白,因为这对于已经轻车熟路的传统车企来说,并不是什么难事。
2017年10月6日,援引特斯拉内部消息称,延迟交付的原因是很多新车正在手工生产,而不是在自动线上生产。消息一出,次日特斯拉股价下跌4%,第三日继续暴跌6%。
特斯拉陷入“产能地狱”!
随之而来的,是不断加深的质疑,全球6.3万名车主取消订单。特斯拉的整车质量和品牌信誉直线下降,来自股东和员工的投诉层出不穷。
同时还有不断加重的财务危机:债务高企、评级下调、市值萎缩,一夜之间,特斯拉仿佛将倾的大厦,在风雨中飘摇。
如果说一体式压铸技术的设想,符合特斯拉的长期愿景规划,那么“产能地狱”,则让特斯拉更加坚决、果断地发起了改变传统汽车工艺路线的制造革命!
3.全面布局:特斯拉如何实现一体压铸技术?
首先从材料方面入手。2015年12月,特斯拉从苹果挖来了顶级的铝合金专家查尔斯·柯伊曼(Charles Kuehmann),由其同时负责SpaceX龙飞船和特斯拉的材料工程团队。
在苹果任职期间,柯伊曼及其团队开发应用的APPLE WATCH铝合金材料,强度在同等密度条件下,高于标准铝合金60%。这足以说明柯伊曼在铝合金材料领域的地位。
特斯拉有了柯伊曼,很快开发出独家的用于一体式压铸技术的铝合金配方,使得特斯拉的铝合金压铸零件,稳定性更加优异,压铸后不需要热处理,可直接进入下一工序。
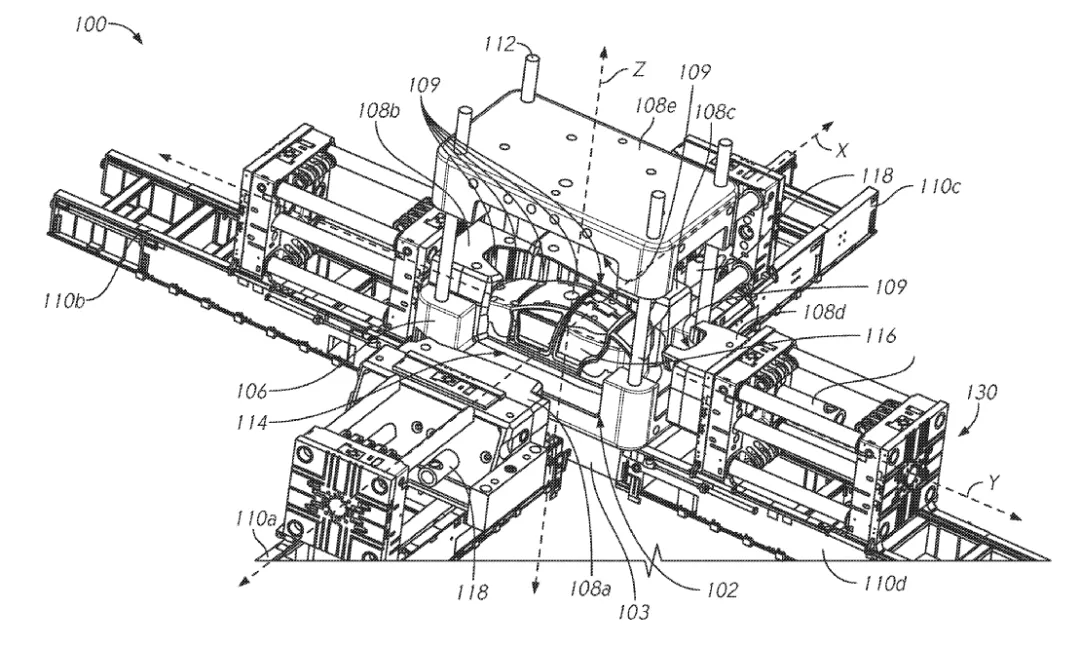
其次,是压铸方法。2019年7月,特斯拉发布新专利“汽车车架的多向车身一体成型铸造机和相关铸造方法”。此方法,将一套固定的模具放置在中心,四套可以移动的模具放置在四个不同方向。可移动的模具通过液压设备分别与中心固定好的模具贴合,他们共同形成了一个封闭的空腔。熔融状态的铝合金分别从四个移动模具上的浇筑口压入模具空腔,铝合金在空腔内流动、汇合,最终形成了大型的一体式压铸结构零件。
粮草和兵马已经就位,特斯拉现在需要做的,是为这次战役,寻找一家合适的商业伙伴,将规划落地。经过多方调研,特斯拉最终将目光投向了一家由香港公司控股的大型压铸设备头部供应商,IDRA。
远在欧洲的意大利公司IDRA,压铸星空联盟成员,是高性能铸件及大型高科技压铸机领域的明星企业,1946年成立以来,一直为奔驰、宝马、奥迪、福特、克莱斯勒等车企提供大型零件的解决方案及压铸设备。
2007年,由于金融危机的影响,压铸行业市场萎缩,大型压铸设备的订单更是寥寥,IDRA陷入财务困境。随后,香港压铸巨头L.K.科技以350万欧元现金收购IDRA 70%的股份,一跃成为了世界最大的压铸生产商。
2009年,压铸行业资深管理人员里卡多·费拉里奥(Riccardo Ferrario)加入IDRA,并成为新任总经理。
新任股东和带头人的到来,不但使IDRA迅速回到了行业全球排名的首位,也为IDRA此后的发展方向指出了一条光明大道。
经过深入调研,IDRA认为一体式的铝合金零件具备结构紧凑,变形量小、材料利用率高、稳定性好等特点,新能源汽车领域对轻质铝合金一体化零件的需求将会不断扩大。随着技术的进步和材料价格的下降,铝合金的一体化压铸技术具备大规模应用的前景。
而这,正是IDRA的强项。IDRA集团因此决定继续发挥制造压铸结构件的技术优势,向更大型的整车一体式压铸解决方案布局,资金和技术统统瞄准了对于OL系列大型卧式冷室压铸设备的升级。
IDRA开发的OL6200CS设备,尺寸19.5m*5.9m*5.32m,大小相当于一块羽毛球场地。
平台的有效尺寸2350mm*2350mm,工作台空间可以放下长宽高尺寸在2米以内的任何零件。
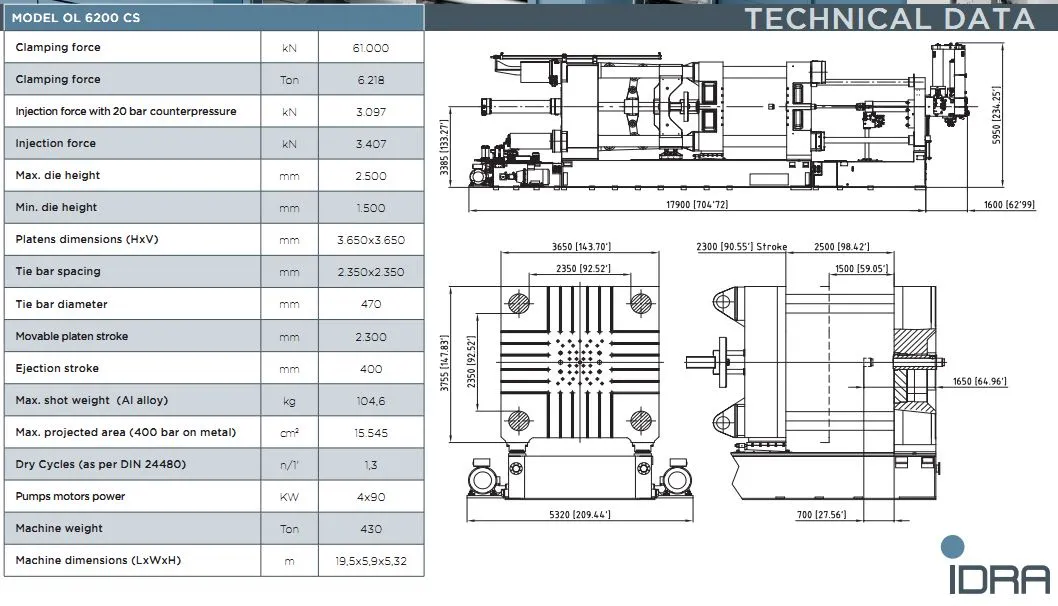
最核心的是,IDRA提供的这台设备,可以提供最大6218吨的锁模力,能够将贴合的模具牢牢锁死,有效保证模具内腔高压下的合模稳定性。
6218吨的力是什么概念?举个例子,全球自重最大的运载火箭,美国“阿波罗”登月使用的“土星5号”重型运载火箭,起飞重量为3039吨,最大推力3408吨。
一体式压铸设备,需要长时间、多频次、稳定、可控地输出6218吨的锁模力,在实时监测模具内部的压力、温度等参数的同时,实时调节压铸机以适应模具的变化,对于设备的要求可想而知。
IDRA先进可靠的技术,为特斯拉解决了后顾之忧。
变革的大网已经撒下,此时特斯拉已经具备了天时地利人和的进攻条件。
天时,“产能地狱”的折磨,让特斯拉必须进行大规模的变革,以加强和传统车企的竞争优势。
地利,特斯拉这家03年才成立的“初创公司”,没有在传统车企的老路上过分投入;以互联网思维为主的员工结构,更容易改变;Space X可以提供强大的技术支撑。
人和,特斯拉的车身开发模式在IDRA的技术加持下,形成了从人员、设备、材料到方法的流程闭环。在突破传统产业链障碍的同时,特斯拉掌握了独有的供应链护城河。
特斯拉发起进攻!
2020年8月,特斯拉弗里蒙特工厂设备现场安装图片曝光。所用机型,正是来自IDRA的OL6100CS大型一体式压铸设备。
2021年3月16日,IDRA总经理里卡多·费拉里奥宣布,他们已经获得了8000吨一体式压铸机的第一笔订单。毫无疑问,这一订单来自生产特斯拉Cybertruck的奥斯汀工厂。
2021年5月17日,德国压铸专家阿克塞尔·图尔克(Axel Turck)在LinkedIn上分享了特斯拉Model Y的一体式压铸前机舱零件。自此,马斯克期望用搭积木形式造车的愿望,终于在特斯拉的下车体中实现:前机舱总成和后地板总成,都采用一体压铸技术开发,中间由地板和电池集成为前地板总成(CTC),三个零件合拼组成特斯拉Model Y下车体总成。
特斯拉在四大超级工厂的压铸布局,也逐渐清晰。
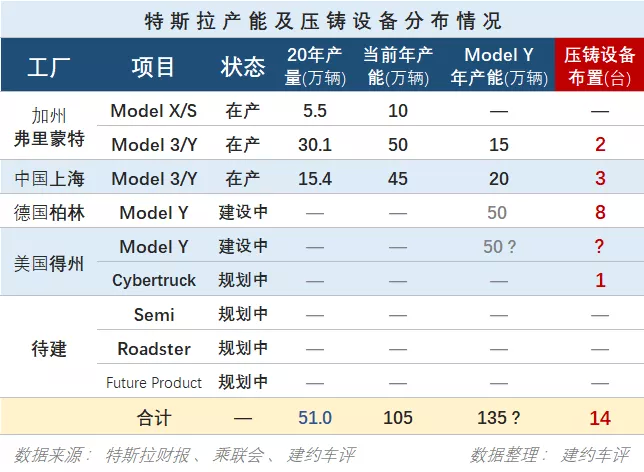
根据目前特斯拉的布局,加州弗里蒙特工厂布置2台IDRA 6000吨一体式压铸设备,上海布置的三台为LK的DCC6000系列一体式压铸设备,得州工厂已经布置1台IDRA 8000吨级压铸设备,柏林工厂规划产能50万辆,将布置8台一体式压铸设备。
四座工厂,14台一体式压铸设备,特斯拉已经将一体式压铸技术作为标准工艺进行布局。
4.制造革命:一体压铸如何席卷全球?
炮火已经响起,成本、质量、周期作为这场制造革命的正面战场,将面临特斯拉最为猛烈的进攻:
1. 成本方面
制造成本
如果未来压铸零件的应用范围进一步扩大,白车身全部采用一体式压铸工艺进行制造,那么全铝压铸白车身的重量将在200-250kg。根据压铸铝合金汽车零件供应商文灿股份的公示测算,当前铝合金供应价格大约为35元/kg,那么白车身的理论压铸成本在7000~8750元/台左右。
而同级别钢制车身的重量在350-450kg,钢材供应价格按照18元/kg计算,焊接制造成本在6300-8100元/台左右。
这说明,全铝压铸车身与钢制车身的制造成本相差不大,但是重量能够降低170kg左右,在车身轻量化方面具有巨大优势。
钢铝混合车身造价在 15,000~20,000元/台左右,全铝焊接白车身的制造成本在30,000元/台左右。
全铝压铸车身7000~8750元/台的造价,可完全碾压钢铝混合车身和全铝焊接白车身的造价。
设备投入成本
按照年产10万辆车来计算一体式压铸和传统冲焊工艺的设备投入。
若整车全部采用一体压铸工艺,压铸机+辅机+模具的总投资约为7.1 亿元。单车摊销费用7100元。
传统工艺中:
整车冲压工厂需采购大型压力机组连续冲压外覆盖件,上下料环节采用自动化机器人实现。设备投入大约需要1.9亿元。
供应商冲压制造车身内部构件,一般采购小型压力机和中小型机器实现。设备投入大约需要1.3亿元。
整车焊装厂的白车身焊接线为300台以上的大型工业机器人多工位连续焊接,设备投入大约需要1.7亿元。
供应商焊接厂主要将冲压成型的车身结构件小件焊接成组件或分总成,设备投入大约需要0.3亿元。
那么传统冲焊工艺整车厂和零部件厂的总投资约5.2亿元。单车摊销费用5200元。
总成本
使用一体压铸技术,单车成本(制造成本+设备摊销成本)约为14,100~15,850元;
使用传统冲焊技术,单车成本(制造成本+设备摊销成本)约为12,000~13,300元。
通过计算可知,以目前的市场价格,应用一体压铸技术的单车成本比使用传统冲焊技术要高2350元左右。
但是,一体压铸车身可减重170kg左右,压铸全铝车身的材料利用率和材料回收利用率可以达到95%以上,工厂占地面积减少30%,这些改变带来的成本节约,使得一体式压铸技术具备了更大的技术优势。
2. 车身精度质量方面
在传统车身精度的管控体系中,“2毫米工程”被认为是汽车企业在车身尺寸控制是否达到国际先进水平的衡量标准。也就是说,传统车身的尺寸精度需要达到±1mm公差范围,可算是国际先进水平。
而在自动驾驶领域,车辆通过激光雷达、毫米波雷达、高清摄像头等高精度测量设备实现对于路况的探测和感知,为了保证测量的准确性,这些设备对于偏航角、俯仰角、滚转角的安装精度都有着极为苛刻的要求。
传统车身强调的2mm公差无法满足自动驾驶设备的安装需求。
2021年5月18日,马斯克发布推特称,“下一代Model Y车型的精度,将以微米为单位,而不再是毫米”。
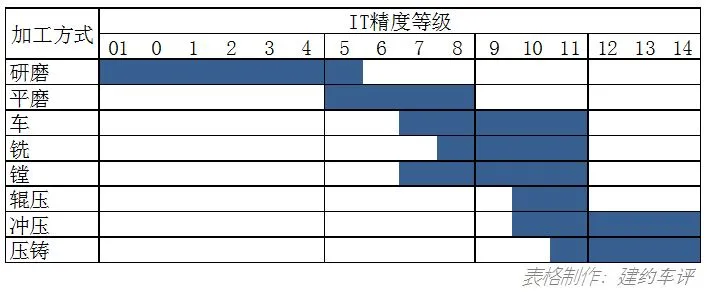
根据机械加工的精度等级,车、铣、刨、磨等数控加工工艺的精度在IT11以内,都是微米级别。另外,一般零件在压铸后,都会再进行精确加工。因此我们可以推测,未来Model Y的制造将采用一体式压铸+数控加工的方案进行制造。
一体式的压铸零件,将车身匹配的尺寸链缩短至两到三环,这对于车身的精度达成,就像是坐高铁和坐绿皮火车的区别。尺寸链环越少,车身精度的影响因素越少,车身精度的实现就越容易,精度的稳定性也越容易保持。
数控加工技术的加持,又将整车精度提升至微米级别。特斯拉的方案,为激光雷达、毫米波雷达、高清摄像头等高精度测量装备的安装,提供了高效的解决方案。
这意味着传统汽车制造业2毫米公差的精度,已经被特斯拉改写。
3. 周期方面
在传统汽车制造中,针对车身、内外饰、电器等专业的外观类零件,需要经过MB1、MB2、MB3三轮匹配,才能将零件固化稳定在公差要求范围之内。
这项工作在整车开发流程中需要耗费近6个月时间,属于周期长、工作量大、重复性高的工作。
以车身MB阶段的匹配为例,传统车身工程师需要对BIW每一个零件的设计工艺路线、供应商的生产工艺路线、设备情况、零件材料、零件精度、包装物流以及到厂验收整改等全过程进行管控。
繁杂的任务,冗长的过程质量控制周期,增大了工程师对于零件的控制难度。
而一体式压铸零件的制造,由一块羽毛球场大小的压铸岛,将原本主机厂内的冲压、焊装车间,主机厂外的供应商零部件生产场地,全部替换,物流过程全部取消。
单一的压铸零件,将繁琐的供应链管理周期压缩到了极致。
从上游的采购分包、供应商定点,中游的工装设备开发、零件全过程质量管控,下游的焊接匹配、装车验证,所有业务全部被压铸单件的管控取代。
这样一来,白车身的匹配难度大大降低。
MB匹配中车身所需要的周期将会缩短至1~2轮,基于车身的精度固化,有望节省3~4个月。如果能够配合内外饰、电器等零件匹配的提前固化,那么车型迭代的速度也将快速提升。
在智能驾驶领域,往往是硬件的迭代速度快于整车的迭代速度,例如芯片搭载时会出现这样一种现象:一辆整车规划时采用的是最先进的计算芯片,可当整车量产时这个算力的芯片已经落伍。
自动驾驶芯片的迭代,意味着汽车功能的拓展。对应到车身上,就是硬件需求的安装点、安装面发生变化,导致车身结构发生变化。这涉及到造型、碰撞、NVH等多方面的影响,因此车身结构一旦确定,后期想要高频更改的空间很小。这是掣肘车型迭代速度的一大原因。
车型开发难以跟上芯片等硬件的迭代速度,车型产品在市场中的竞争力就难以发挥。
而一体式压铸技术的应用,有望进一步提升车型的迭代速度,这对于特斯拉来说,将带来更大的市场影响力。
特斯拉架起的一体压铸技术坚船利炮,在成本、质量、周期等关键领域对传统车企形成了有效打击,如果同级别车型没有更大优势体现,那么未来特斯拉的每一次行动,传统车企都将无法招架。
5.未来已来:全球车企将何去何从?
一体式压铸零件,结构复杂、制造费用高、准备周期长,更适用于定型产品的大批量生产。应用了一体式后地板的Model Y和一体式下车体的Cybertruck,必须创造优异的销量成绩或者开发更多的同平台车型,才能发挥出一体零件的供应链优势,有效分摊压铸零件的制造成本。
特斯拉成立18年以来上市的4款车型,均成为同级中的爆款产品。因此特斯拉新车型的市场认可度,所有人都不可小觑。即使一款车型不够成功,特斯拉也可以通过同平台产品的零件借用,进一步分摊一体压铸的制造成本。
面对特斯拉的咄咄攻势,全球车企如何应对?
此时的造车新势力,与特斯拉有很多相似之处,他们还没有形成沉重的资产规模,包袱更轻,优化空间更大,具备快速转型的轻盈身段。但是不像特斯拉有SpaceX龙飞船作为技术储备,年轻的新势力企业技术底蕴薄、识别经验少,更多的聚焦于自动化、智能化等互联网领域。他们是否能够把握足够的转型资源,快速跟进特斯拉的闪电行动?这是一项考验。
而传统车企目前的境况显得尤为尴尬。他们经过多年的发展,已经形成了相对成熟的开发体系,也都耗巨资搭建了独立的架构平台。四大工艺生产基地遍布世界,单一基地的产能设置都在20万至50万辆。从冲压到焊装,从车身开发到工装制造,从股东到战略供应商,庞大的供应链和相关利益方,是否能给企业留出改变的空间?面对可能是颠覆性的变革,他们是否愿意突破现有模式的桎梏,涅槃重生?
根据中信证券的预测,压铸工艺将在未来10到15年完成对目前整车制造中部分零件冲压+焊接工艺的替换,行业渗透率将达到90%。
面对这一变化,是所有人快速跟进、以减小特斯拉的炮火伤害?
还是另辟蹊径,杀出一条血路?
我们拭目以待!
本文选编自“建约车评”,作者:贾治域;智通财经编辑:徐文强。



